

Produkcja wysokiej jakości pras krawędziowych CNC
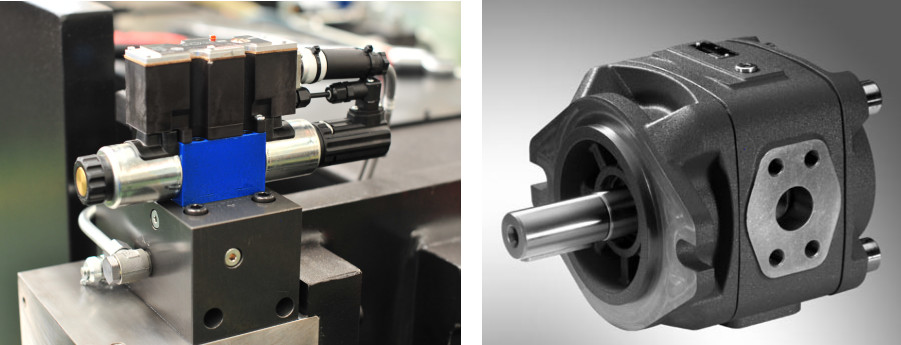
1. Do sterowania dwoma cylindrami zastosowano układ elektrohydrauliczny, co pozwala uzyskać wysoką dokładność synchronizacji, wysoką dokładność gięcia i dokładność zmiany położenia.
2. Zastosowano automatyczny system kompensacji ugięcia mechanicznego, aby wyeliminować wpływ odkształcenia suwaka podczas gięcia na jakość obrabianego przedmiotu. Stopień kompensacji jest automatycznie regulowany przez system CNC, co zapewnia dokładność.
(1) Maszyna jest kompensowana za pomocą dwukierunkowej konstrukcji regulacyjnej, która może zapewnić kompensację kierunku poprzecznego i wzdłużnego maszyny.
(2) W celu zwiększenia dokładności gięcia zastosowano metodę kompensacji punktów gęstych.
(3) zginanie tej samej grubości płyty kompensuje materiał po zamontowaniu, różni się od kompensacji hydraulicznej i ruchu do przodu i do tyłu konstrukcji, kompensacja mechaniczna znacznie zmniejsza odkształcenia zmęczeniowe stołu roboczego obrabiarki, poprawiając jego żywotność;
(4) Do dokładnego kontrolowania dokładności kompensacji należy użyć specjalnego reduktora i potencjometru o wysokiej precyzji.
(5) W odróżnieniu od konstrukcji stołu roboczego z kompensacją hydrauliczną o trzech płytach, urządzenie to wykorzystuje konstrukcję stołu roboczego o pojedynczej płycie, która skutecznie zapobiega zakłóceniom podczas gięcia przedmiotu obrabianego.
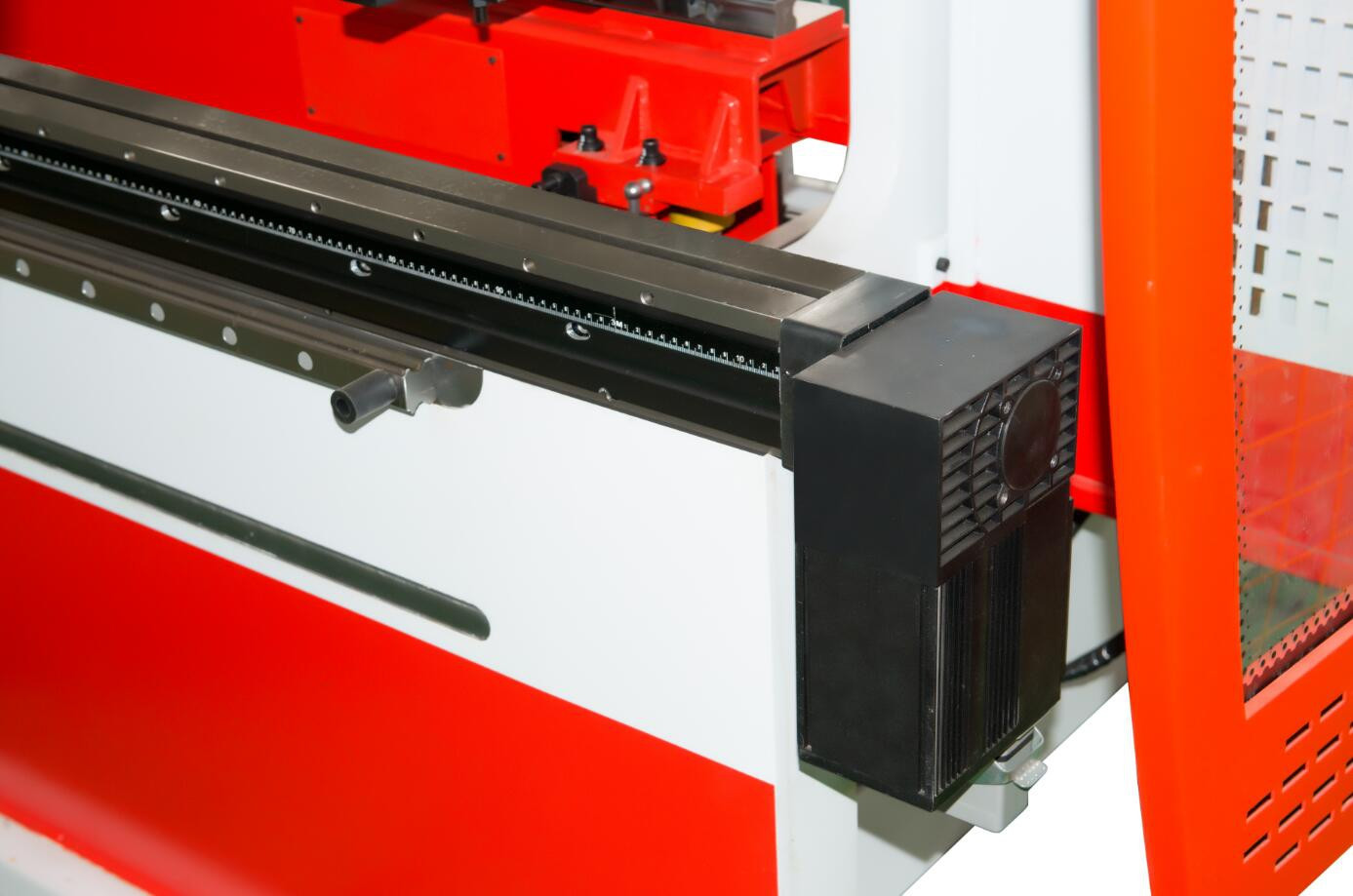
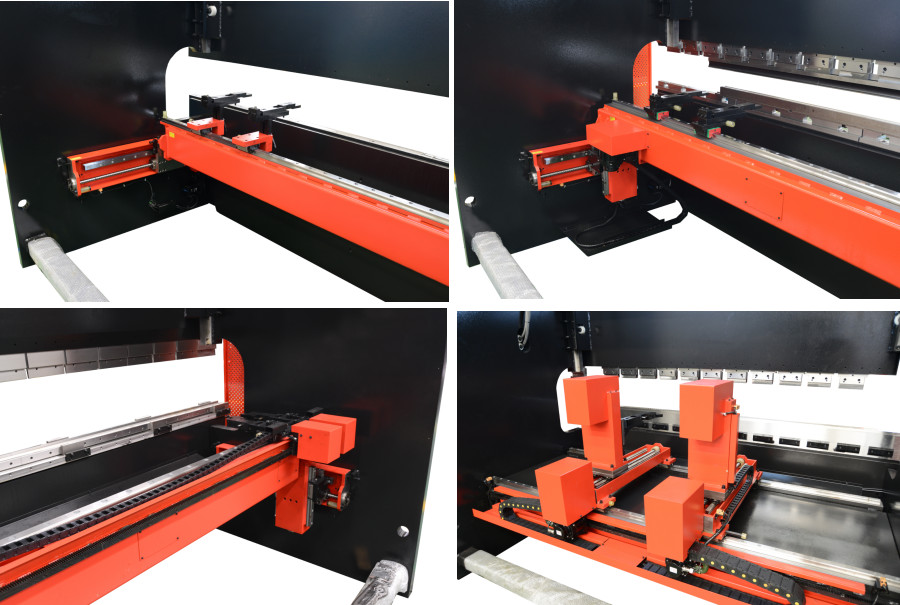
3. Wielofunkcyjny zderzak tylny z możliwością rozbudowy do 6 osi, tj. osie X1 i X2 do ruchu w przód i w tył, osie R1 i R2 do ruchu w górę i w dół oraz osie Z1 i Z2 do ruchu w lewo i w prawo. Gięcie detalu może odbywać się elastycznie.
4. Rama jest montowana jednorazowo po spawaniu, a następnie obrabiana na centrum obróbczym CNC pięciościanów, co zapewnia sztywność i dokładność obróbki ramy.
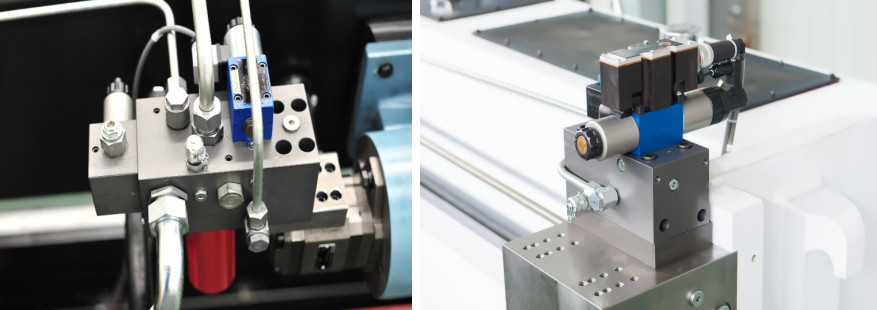
5. Zintegrowany układ sterowania hydraulicznego zmniejsza liczbę przewodów rurowych, co zapobiega wyciekom oleju i poprawia stabilność pracy, a także poprawia wygląd maszyny.

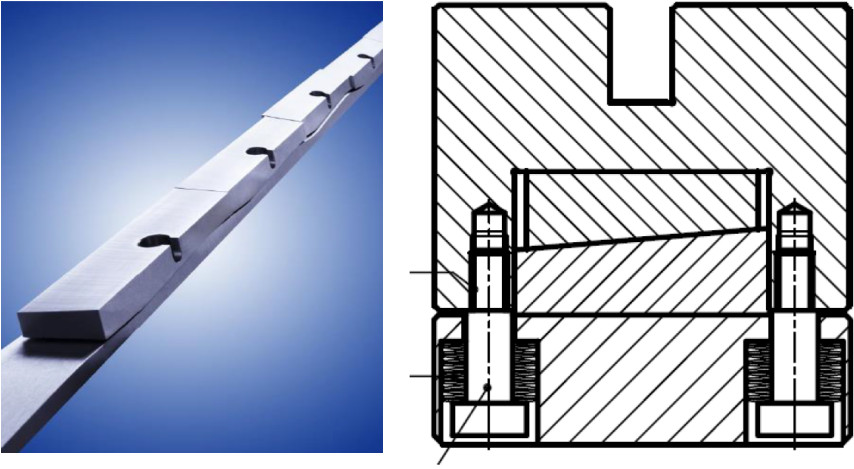
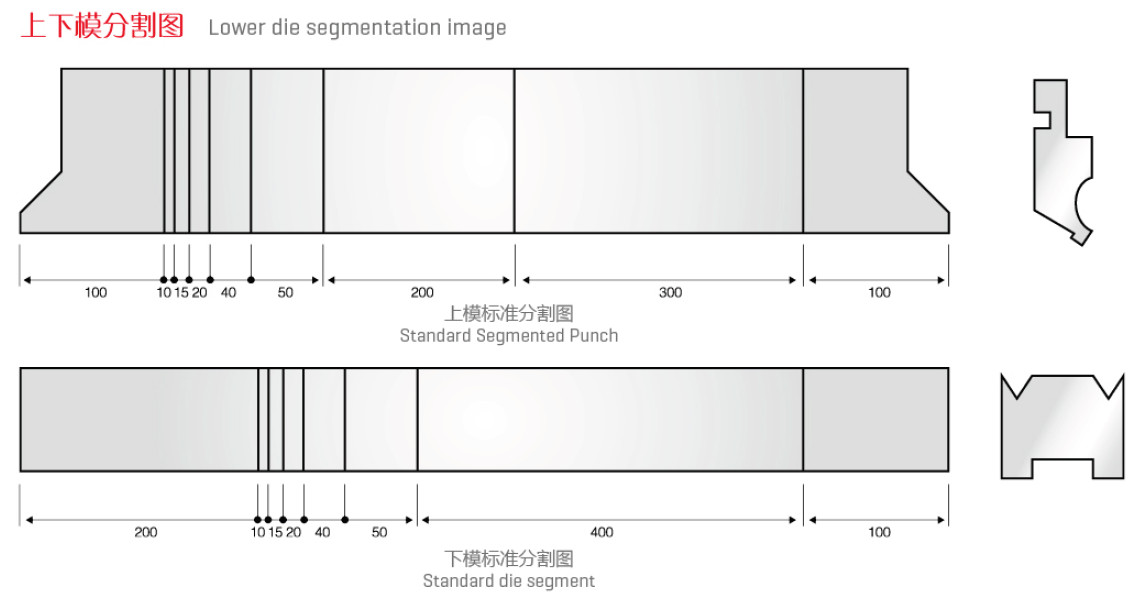
6. Segmentowe stemple można łączyć z różnymi długościami, zależnie od wymagań gięcia specjalnego przedmiotu obrabianego.
7. Opcjonalnie można zamontować hydrauliczne lub mechaniczne zaciski automatyczne, aby zmniejszyć obciążenie pracą i poprawić jej wydajność.

8. System CNC wykorzystuje system Delem CNC. System ten wyposażony jest w najnowszy układ elektroniczny, kolorowy wyświetlacz TFT o wysokiej rozdzielczości oraz wielojęzyczne menu. Jest to najwyższej klasy system sterowania dla giętarek na całym świecie.
9. Urządzenie kompensujące gardziel typu C jest instalowane pod gardzielą obrabiarki, która jest połączona z urządzeniem detekcyjnym. Niewielkie odkształcenie siły gięcia nie wpływa na dokładność pomiaru systemu, co gwarantuje precyzję gięcia płyt o dowolnej grubości i z dowolnego materiału.
10、Przedni wspornik i prowadnica wkładki ułatwiają ruch


System sterowania CNC Delem DA66T o międzynarodowym poziomie zaawansowania
1. Pełny system operacyjny WINDOWS®, umożliwiający natychmiastowe wyłączenie maszyny;
2. Wybór wielu języków i wygodna obsługa;
3. Modny wygląd i obsługa zorientowana na człowieka;
4. Inteligentna struktura modułowa, system można rozszerzyć do 24 osi;
5. 17-calowy kolorowy wyświetlacz LCD TFT, programowanie graficzne 2D;
6. Wbudowany sterownik PLC w celu uproszczenia projektu obwodu i zwiększenia niezawodności;
7. Port myszy USB, port klawiatury;

8. Automatyczne naliczanie czasu pracy maszyny i czasu gięcia;
9. Automatyczna kompilacja procedury gięcia i symulacja gięcia;
10. Powiększanie widoku maszyny, narzędzia i przedmiotu obrabianego w skali 1:1:1 w formacie graficznym;
11. Cyfrowe, graficzne i inne środki programowania matryc, matryce płaskie, matryce o dużym łuku, formy z wieloma rowkami V, formy z rowkami V o zmiennym kształcie;
12, baza danych automatycznej korekcji kąta, samoucząca się tabela tolerancji gięcia i funkcja wykrywania kolizji dookólnych, eliminują produkty odpadowe;
13. System alarmowy zapobiegający nieprawidłowemu działaniu;
14. Pojemność pamięci 1G
15. Zdalna diagnostyka;
16. Oprogramowanie do specjalistycznej analizy maszyn, monitorowanie w czasie rzeczywistym;
17. Specjalne oprogramowanie do programowania offline może skrócić czas programowania i zwiększyć wydajność;
18. wbudowany system zarządzania plikami, edytor tekstu;
19. Praca w tandemie;
20. Panel sterowania wyposażony jest w wyłącznik awaryjny, suwak do ręcznego przesuwania i ergonomiczny punkt widzenia.
System T-3500TCNC
1. Korzystaj z systemu operacyjnego WINDOWS w czasie rzeczywistym, który umożliwia natychmiastowe wyłączenie;
2 rodzaje opcji językowych, możliwość ustawienia interfejsu w języku angielskim, łatwa obsługa;
3. Modny design, łatwość obsługi, odzwierciedlający zorientowanie na ludzi;
4 standardowe cztery osie, dodatkowe moduły, obsługuje do sześciu osi;
5,10-calowy kolorowy ekran TFT, ekran dotykowy LCD, funkcja multidotyku, programowanie grafiki dwuwymiarowej, wyświetlacz 3D;
6 wbudowanych funkcji PLC, zmniejszających projekt obwodu, zwiększających niezawodność;
7. Interfejs myszy USB, interfejs klawiatury;
8 automatycznych godzin pracy i czasów gięcia;
9, pełne programowanie dotykowe grafiki cyfrowej i 2D, widok 3D procesu gięcia, automatyczne kompilowanie procesu gięcia i symulacja gięcia;
10. Kształt maszyny, forma i przedmiot obrabiany są dowolnie powiększane w skali 1:1:1 zgodnie z grafiką.

11, cyfrowe, graficzne i inne środki programowania matryc, matryca płaska, matryca o dużym łuku kołowym, forma z wieloma rowkami V, forma z zmiennymi rowkami V;
12. System alarmowy zapobiegający nieprawidłowemu działaniu;
13. Pojemność pamięci 1G
14. Oprogramowanie do specjalistycznej analizy maszyn, monitorowanie w czasie rzeczywistym;
15. wbudowany system zarządzania plikami, edytor tekstu;
16. Praca w tandemie;
17. Panel sterowania wyposażony jest w wyłącznik awaryjny, suwak do ręcznego przesuwania i ergonomiczny punkt widzenia.
Prasa krawędziowa CNC; prasa krawędziowa CNC; prasa krawędziowa CNC; hydrauliczna prasa krawędziowa CNC; prasa krawędziowa CNC na sprzedaż; prasa krawędziowa CNC; hydrauliczna prasa krawędziowa do blachy; hydrauliczna prasa krawędziowa CNC; prasa krawędziowa do blachy CNC Accurl na sprzedaż; prasa krawędziowa CNC do metalu; prasa krawędziowa; hydrauliczna prasa krawędziowa CNC, giętarka do blachy; hydrauliczna prasa krawędziowa
Holland DELEM DA52 System CNC
1. Użyj systemu operacyjnego WINDOWS w czasie rzeczywistym, który umożliwia natychmiastowe wyłączenie
2. Wybór wielu języków i wygodna obsługa;
3. Modny wygląd i obsługa zorientowana na człowieka;
4. Inteligentna struktura modułowa, system może elastycznie rozszerzać 4 osie
5. 7-calowy wyświetlacz TFT LCD;
6. Wbudowany sterownik PLC w celu uproszczenia projektu obwodu i zwiększenia niezawodności;
7. Port myszy USB, port klawiatury, port RS232, port PLC bezpieczeństwa;
8. Automatyczne naliczanie czasu pracy maszyny i czasu gięcia;
9. Programowanie cyfrowe;
10. Programowanie form w trybie cyfrowym;
11. Baza danych automatycznej korekcji kąta;
12. System ostrzegania o błędach zapobiegający nieprawidłowej obsłudze;
13, pojemność pamięci wynosi 64 MB;
14, specjalistyczne oprogramowanie analityczne, monitorowanie w czasie rzeczywistym;
15. Praca w tandemie;
16. Panel operacyjny wyposażony jest w funkcję natychmiastowego zatrzymania.

Holland DELEM DA53 System CNC
1 Użyj systemu operacyjnego DELEM-LINUX, który umożliwia natychmiastowe wyłączenie
2. Wybór wielu języków i wygodna obsługa;
3. Modny wygląd i obsługa zorientowana na człowieka;
4. Inteligentna struktura modułowa, system może elastycznie rozszerzać 4 osie
5. 10-calowy wyświetlacz TFT LCD;
6. Wbudowany sterownik PLC w celu uproszczenia projektu obwodu i zwiększenia niezawodności;
7. Port myszy USB, port klawiatury, port RS232, port PLC bezpieczeństwa;
8. Automatyczne naliczanie czasu pracy maszyny i czasu gięcia;
9. Cyfrowe programowanie dotykowe;
10. Programowanie form w trybie cyfrowym;
11. Baza danych automatycznej korekcji kąta;
12. System ostrzegania o błędach zapobiegający nieprawidłowej obsłudze;
13, pojemność pamięci wynosi 64 MB;
14, specjalistyczne oprogramowanie analityczne, monitorowanie w czasie rzeczywistym;
15. Wbudowany system zarządzania plikami, edytor tekstu
16. Praca w tandemie;
17. Panel operacyjny wyposażony jest w funkcję pilnego zatrzymania.

| NIE. | Opis | Ilość | Uwaga |
| 1 | Pliki operacyjne | Jeden zestaw | |
| 2 | Klucz nasadowy imbusowy wewnętrzny | Jeden zestaw | |
| 3 | Smarownica | Jedno nie. | |
| 4 | Śruba uziemiająca | Jeden zestaw | |
| 5 | Śruba regulacyjna | Jeden zestaw | |
| 6 | Sterowanie nożne | Jedno nie. | |
| 7 | Standardowe narzędzia | Jeden zestaw |
1. Olej hydrauliczny: importowany olej hydrauliczny przeciwzużyciowy VG46#; wymagana masa oleju zależy od specyfikacji maszyny;
2. Zasilanie: 380 V, 50 Hz, wahania napięcia 10%--5%
3. Temperatura otoczenia: 0°C - +40°C
4. Wilgotność otoczenia: wilgotność względna 20–80% (bez kondensacji)
5. Trzymaj się z dala od źródeł silnych wibracji i zakłóceń elektromagnetycznych.
6. Mało pyłu, brak szkodliwych i żrących gazów
7. Przygotuj fundament zgodnie z rysunkiem fundamentu
8. Wybierz odpowiednią osobę z odpowiednim wykształceniem do długoterminowego zatrudnienia na stanowisku operatora maszyny.
| NIE. | Opis | Ilość | Uwaga |
| 1 | Pliki operacyjne | Jeden zestaw | |
| 2 | Klucz nasadowy imbusowy wewnętrzny | Jeden zestaw | |
| 3 | Smarownica | Jedno nie. | |
| 4 | Śruba uziemiająca | Jeden zestaw | |
| 5 | Śruba regulacyjna | Jeden zestaw | |
| 6 | Sterowanie nożne | Jedno nie. | |
| 7 | Standardowe narzędzia | Jeden zestaw |
60T
| Specyfikacja | Jednostka | PR9 060/2550 | |
| Maksymalna siła zginania | KN | 600 | |
| Maksymalna długość gięcia | mm | 2550 | |
| Odległość między kolumnami | mm | 2150 | |
| Głębokość gardła | mm | 350 | |
| Udar taranu | mm | 215 | |
| Wysokość po zamknięciu | mm | 530 | |
| Zbliżająca się prędkość | mm/s | 200 | |
| Prędkość robocza | mm/s | 18 | |
| Prędkość powrotu | mm/s | 200 | |
| Moc silnika głównego | Kw | 7,5 | |
| System CNC | System CNC Holland Delem DA66T, DA52S, DA53T lub T-3500T sterujący osiami Y1, Y2, X, R, Z1, Z2 i kompensacją mechaniczną. | ||
| Pojemność zbiornika oleju | L | 300 | |
| X Oś | Dokładność | mm | ±0,1 |
| Udar | mm | 500 | |
| Prędkość | mm/s | 400 | |
| Moc | Kw | 0,85 | |
| R Oś | Dokładność | mm | ±0,1 |
| Udar | mm | 200 | |
| Prędkość | mm/s | 200 | |
| Moc | Kw | 0,85 | |
| Z1,Z2 Oś | Dokładność | mm | ±0,1 |
| Udar | mm | 1250 | |
| Prędkość | mm/s | 1200 | |
| Moc | Kw | 0,75 | |
| Wymiar konturu | Długość | mm | 3400 |
| Szerokość | mm | 1400 | |
| Wysokość | mm | 2510 | |
100T
| Specyfikacja | Jednostka | PR9 100/3100 | PR9 100/4100 | |
| Maksymalna siła zginania | KN | 1000 | 1000 | |
| Maksymalna długość gięcia | mm | 3100 | 4100 | |
| Odległość między kolumnami | mm | 2700 | 3700 | |
| Głębokość gardła | mm | 420 | 420 | |
| Udar taranu | mm | 265 | 265 | |
| Wysokość po zamknięciu | mm | 530 | 530 | |
| Zbliżająca się prędkość | mm/s | 220 | 220 | |
| Prędkość robocza | mm/s | 17 | 13 | |
| Prędkość powrotu | mm/s | 220 | 150 | |
| Moc silnika głównego | Kw | 15 | 11 | |
| System CNC | System CNC Holland Delem DA66T, DA52S, DA53T lub T-3500T sterujący osiami Y1, Y2, X, R, Z1, Z2 i kompensacją mechaniczną. | |||
| Pojemność zbiornika oleju | L | 350 | 500 | |
| X Oś | Dokładność | mm | ±0,1 | ±0,1 |
| Udar | mm | 500 | 500 | |
| Prędkość | mm/s | 400 | 400 | |
| Moc | Kw | 0,85 | 0,85 | |
| R Oś | Dokładność | mm | ±0,1 | ±0,1 |
| Udar | mm | 200 | 200 | |
| Prędkość | mm/s | 200 | 200 | |
| Moc | Kw | 0,85 | 0,85 | |
| Z1,Z2 Oś | Dokładność | mm | ±0,1 | ±0,1 |
| Udar | mm | 1850 | 2800 | |
| Prędkość | mm/s | 1200 | 1200 | |
| Moc | Kw | 0,75 | 0,75 | |
| Wymiar konturu | Długość | mm | 3450 | 4450 |
| Szerokość | mm | 1600 | 1600 | |
| Wysokość | mm | 2750 | 2710 | |
150T
| Specyfikacja | Jednostka | PR9 150/3100 | PR9 150/4100 | |
| Maksymalna siła zginania | KN | 1500 | 1500 | |
| Maksymalna długość gięcia | mm | 3100 | 4100 | |
| Odległość między kolumnami | mm | 2700 | 3700 | |
| Głębokość gardła | mm | 420 | 420 | |
| Udar taranu | mm | 265 | 265 | |
| Wysokość po zamknięciu | mm | 530 | 530 | |
| Zbliżająca się prędkość | mm/s | 180 | 180 | |
| Prędkość robocza | mm/s | 11 | 11 | |
| Prędkość powrotu | mm/s | 150 | 150 | |
| Moc silnika głównego | Kw | 15 | 15 | |
| System CNC | System CNC Holland Delem DA66T, DA52S, DA53T lub T-3500T sterujący osiami X, Y1, Y2, R, Z1, Z2 i kompensacją mechaniczną. | |||
| Pojemność zbiornika oleju | L | 440 | 600 | |
| Liczba zbiorników oleju | NIE. | 3 | 4 | |
| X Oś | Dokładność | mm | ±0,10 | ±0,1 |
| Udar | mm | 500 | 500 | |
| Prędkość | mm | 500 | 400 | |
| Moc | kw | 0,85 | 0,85 | |
| R Oś | Dokładność | mm | ±0,10 | ±0,1 |
| Udar | mm | 200 | 200 | |
| Prędkość | mm | 200 | 200 | |
| Moc | kw | 0,85 | 0,85 | |
| Z1,Z2 Oś | Dokładność | mm | ±0,10 | ±0,1 |
| Prędkość | mm | 1200 | 1200 | |
| Udar | mm | 1850 | 2800 | |
| Moc | kw | 0,75 | 0,75 | |
| Wymiar konturu | Długość | mm | 3470 | 4470 |
| Szerokość | mm | 1720 | 1720 | |
| Wysokość | mm | 2700 | 2710 | |
PR9 060
| NIE. | Nazwa | Model | Marka | |
| 1 | System CNC | System CNC DA66T/T-3500T/DA52S lub DA53T | Holandia DELEM | |
| 2 | Silnik serwo | ECMA-E21315RS/SGM7G-09AFC61 | DELTA LUB YASAKAWA | |
| 3 | Sterownik serwomechanizmu | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA LUB YASAKAWA | |
| 4 | Układ hydrauliczny | Układ elektrohydrauliczny | Niemcy Bosch-Rexroth lub Niemcy HOERBIGER | |
| Zespół sterujący synchronizacją | a. zawór ciśnieniowy | |||
| b. aktywny zawór | ||||
| c. proporcjonalny zawór serwo itp. | ||||
| Zespół sterujący hydrauliczny | a. zawór nabojowy | |||
| b. proporcjonalny zawór ciśnieniowy | ||||
| c. zawór selektorowy | ||||
| d. proporcjonalny zawór dekompresyjny | ||||
| np. zawór ciśnieniowy itp. | ||||
| 5 | Prowadnica liniowa | 35A---760L LUB 35E-760L | THK LUB PMI | |
| 6 | Śruba kulowa | 25/20-1000L lub R25/20-880/1000 | THK LUB PMI | |
| 7 | Pompa olejowa | PGH3-2X/016RE071VU2 | Niemcy Rexroth | |
| 8 | Kompletny zestaw pierścieni uszczelniających w cylindrze olejowym | USA PARKER | USA PARKER | |
| 9 | Kompletny zestaw rurociągów wysokociśnieniowych | 1.GE16 ZSR 3/4EDCF | Złącze rurowe PARKER USA, EO-2 lub złącze rurowe VOSS Niemcy | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF itp. | ||||
| 10 | Sprzęganie | R38 25/42 | Niemcy KTR | |
| 11 | Stycznik prądu przemiennego | LC1-D1810B7、LC1-D0910B7N itd. | Schneider | |
| 12 | Wyłącznik zbliżeniowy | TP-SM5P2 itp. | MIEĆ SKŁONNOŚCI | |
| 13 | Przewód zaciskowy | UK2.5B、UK10N itd. | Feniks | |
| 14 | Przycisk | XB2-BVB3LC itp. | Schneider | |
| 15 | Malarstwo | Holandia SIKKENS | ||
| 16 | Koronny | Marka krajowa (standard) | SREE/UNION | |
| 17 | Koronny | Importowane (opcja) | WILLA | |
| 18 | Kibic przedni | standard | JFY | |
PR9 100
| NIE. | Nazwa | Model | Marka | |
| 1 | System CNC | System CNC DA66T lub DA52S lub DA53T lub T-3500T | Holandia DELEM | |
| 2 | Silnik serwo | ECMA-E21315RS/SGM7G-09AFC61 | DELTA LUB YASAKAWA | |
| 3 | Sterownik serwomechanizmu | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA LUB YASAKAWA | |
| 4 | Układ hydrauliczny | Układ elektrohydrauliczny | Niemcy Bosch-Rexroth lub Niemcy HOERBIGER | |
| Zespół sterujący synchronizacją | a. zawór ciśnieniowy | |||
| b. aktywny zawór | ||||
| c. proporcjonalny zawór serwo itp. | ||||
| Zespół sterujący hydrauliczny | a. zawór nabojowy | |||
| b. proporcjonalny zawór ciśnieniowy | ||||
| c. zawór selektorowy | ||||
| d. proporcjonalny zawór dekompresyjny | ||||
| np. zawór ciśnieniowy itp. | ||||
| 5 | Prowadnica liniowa | 35A-760L LUB 35E-760L | THK LUB PMI | |
| 6 | Śruba kulowa | 20/25-880/1000 LUB R25/20-880/1000 | THK LUB PMI | |
| 7 | Pompa olejowa | PGH4-3X/032RE071VU2 | Niemcy Rexroth | |
| IPVAP5-32 | Niemcy VOITH | |||
| HQI3-32 | Niemcy Eckerle | |||
| 8 | Kompletny zestaw pierścieni uszczelniających w cylindrze olejowym | USA PARKER | USA PARKER | |
| 9 | Kompletny zestaw rurociągów wysokociśnieniowych | 1.GE16 ZSR 3/4EDCF | Złącze rurowe PARKER USA, EO-2 lub złącze rurowe VOSS Niemcy | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF itp. | ||||
| 10 | Sprzęganie | R38 25/42 | Niemcy KTR | |
| 11 | Stycznik prądu przemiennego | LC1-D1810B7、LC1-D0910B7N itd. | Schneider | |
| 12 | Wyłącznik zbliżeniowy | TP-SM5P2 itp. | MIEĆ SKŁONNOŚCI | |
| 13 | Przewód zaciskowy | UK2.5B、UK10N itd. | Feniks | |
| 14 | Przycisk | XB2-BVB3LC itp. | Schneider | |
| 15 | Malarstwo | KAILEDI | ||
| 16 | Koronny | Marka krajowa (standard) | SREE/UNION | |
| 17 | Koronny | Importowane (opcja) | WILLA | |
| 18 | Kibic przedni | standard | JFY | |
PR9 150
| NIE. | Nazwa | Model | Marka | |
| 1 | System CNC | System CNC DA66T lub DA52S lub DA53T lub T-3500T | Holandia DELEM | |
| 2 | Silnik serwo | ECMA-E21315RS/SGM7G-09AFC61 | DELTA LUB YASAKAWA | |
| 3 | Sterownik serwomechanizmu | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA LUB YASAKAWA | |
| 4 | Układ hydrauliczny | Układ elektrohydrauliczny | Niemcy Bosch-Rexroth | |
| Zespół sterujący synchronizacją | a. zawór ciśnieniowy | |||
| b. aktywny zawór | ||||
| c. proporcjonalny zawór serwo itp. | ||||
| Zespół sterujący hydrauliczny | a. zawór nabojowy | |||
| b. proporcjonalny zawór ciśnieniowy | ||||
| c. zawór selektorowy | ||||
| d. proporcjonalny zawór dekompresyjny | ||||
| np. zawór ciśnieniowy itp. | ||||
| 5 | Prowadnica liniowa | 35A-760L LUB 35E-760L | THK LUB PMI | |
| 6 | Śruba kulowa | 20/25-880/1000 LUB R25/20-880/1000 | THK LUB PMI | |
| 7 | Pompa olejowa | PGH4-3X/032RE071VU2 | Niemcy Rexroth | |
| IPVAP5-32 | Niemcy VOITH | |||
| HQI3-32 | Niemcy Eckerle | |||
| 8 | Kompletny zestaw pierścieni uszczelniających w cylindrze olejowym | USA PARKER | USA PARKER | |
| 9 | Kompletny zestaw rurociągów wysokociśnieniowych | 1.GE16 ZSR 3/4EDCF | Złącze rurowe PARKER USA, EO-2 lub złącze rurowe VOSS Niemcy | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF itp. | ||||
| 10 | Sprzęganie | R38 25/42 | Niemcy KTR | |
| 11 | Stycznik prądu przemiennego | LC1-D1810B7、LC1-D0910B7N itd. | Schneider | |
| 12 | Wyłącznik zbliżeniowy | TP-SM5P2 itp. | MIEĆ SKŁONNOŚCI | |
| 13 | Przewód zaciskowy | UK2.5B、UK10N itd. | Feniks | |
| 14 | Przycisk | XB2-BVB3LC itp. | Schneider | |
| 15 | Malarstwo | KAILEDI | ||
| 16 | Koronny | Marka krajowa (standard) | SREE/UNION | |
| 17 | Koronny | Importowane (opcja) | WILLA | |
| 18 | Kibic przedni | standard | JFY | |
Prasa krawędziowa CNC; prasa krawędziowa CNC; prasa krawędziowa CNC; hydrauliczna prasa krawędziowa CNC; prasa krawędziowa CNC na sprzedaż; prasa krawędziowa CNC; hydrauliczna prasa krawędziowa do blachy; hydrauliczna prasa krawędziowa CNC; prasa krawędziowa do blachy CNC Accurl na sprzedaż; prasa krawędziowa CNC do metalu; prasa krawędziowa; hydrauliczna prasa krawędziowa CNC, giętarka do blachy; hydrauliczna prasa krawędziowa
